Wie man Maschine des c- und z-Purline wenn Stärkeänderungen justiert? Zum Beispiel von 1,5 bis 3.0mm.
Wenn die Stärke des Ersatzmaterials nicht 0.5mm übersteigt, wie Ändern von einem Material mit einer Stärke von 1.5mm zu einem Material mit einer Stärke von 1.8mm, gibt es keinen Bedarf, die Maschine zu justieren. Wenn die Stärkeänderung 0.5mm übersteigt, ist es notwendig, den Abstand zwischen den oberen und untereren Reihen der Formung von Rollen der Maschine zu justieren. Wenn die Stärkezunahmen, der Abstand erhöht werden muss und wenn die Stärke sich verringert, muss der Abstand verringert werden.
Zum Beispiel von 1,5 bis 3.0mm, müssen Sie den Abstand zwischen oberer Rolle und unterer Rolle aller Stationen vergrößern. Benutzen Sie einen Machthaber, um die Abstände zu messen und ihn um 1.5mm zunehmen zu lassen.

Wie man die Größen durch PLC-Operation justiert? Erwarten Sie PLC-Einstellung, was andere Arbeit wir tun sollte?
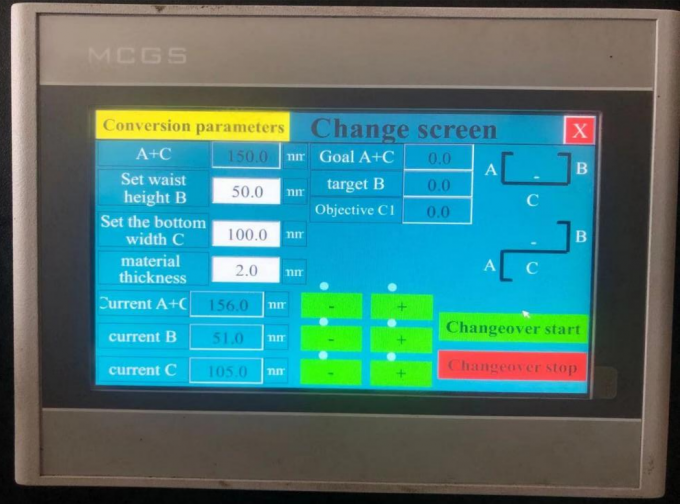
Geben Sie die Höhe und die untere Breite des Produktes ein, das Sie ändern möchten und die Stärke des Materials, das im weißen Hintergrundinputkasten auf dem Schirm, Klickenwechselanfang und dem Größenanpassungsmotor benutzt wird, beginnt, die Rolle automatisch zu justieren, die Teil auf die erforderliche Position darstellt.
Dann müssen Sie die Handräder auf beiden Seiten vom Zufuhreinlaß und vertikalen vom Führerrad zwischen Planierenund, Stanzeinheit manuell justieren, zum sich der justierten Zufuhrbreite anzupassen.
Ist hier das Bild über, wie man das scherende Teil justiert:
Wie man von c-Purline zu z-Purline ändert?
Anpassung A. Manual
Drehen Sie manuell die CZ-Art ändernde Rollen 180 Grad, drei Gruppen insgesamt.
Dieses ist die allgemeinste Wahl, die Kosten ist nicht hoch
Anpassungszeitraum ist kurz, ist 5 Minuten genug, und die einfache Operation auch.
B. Eine vollautomatische CZ Änderung Note PLC. Keine Arbeit, leistungsfähiger.
Wie man die Lochgrößen und den Lochabstand einstellt?
Die Maschine hat die Einstellung von vier Stanzstationen entworfen. Der Einstellwert der jeder Lochstelle auf dem Schirm ist der Abstand vom Anfang des gebildeten Produktes zur Mitte des lochenden Lochs. Jede Stanzstation kann 90 Werte einstellen, also bedeutet es, dass Sie 90 Löcher der selben Größe in verschiedenen Positionen auf einem Produkt lochen können.
Wie man verschiedene Lochformen ändert?
Das obere und das unterere stirbt an Lochmatrize werden geregelt durch Bolzen. Wenn lochende Löcher von verschiedenen Größen ersetzt werden müssen, können sie leicht ersetzt werden, indem sie die Bolzen entfernen.
4. Wie man die Installation, Kundenbedarf, welche Arbeitsart vorzubereiten tut?
A., um Be- und Entladung zu erleichtern, entwerfen wir die Maschine in zwei Teile. Während der Installation richten erster Platz die Maschine auf dem reservierten flachen Standort, die zwei Teile aus und reparieren sie mit den befestigten Bolzen.
B. Connect die Ölrohre zwischen der hydraulischen Station und dem lochenden Gerät und dem hydraulischen scherenden Gerät beziehungsweise (die entsprechenden Buchstaben oder die Zahlen werden auf den Ölrohren für einfache Verbindung markiert)
C. Add 46 # Antiverschleißhydrauliköl dem Öltank der hydraulischen Station, beobachten das waagerecht ausgerichtete Messgerät und fügen Öl der Position hinzu, die in der Zahl unten gezeigt wird.
D.
5. Wie man dann Inputspulenbreite des c- und z-Purline zählt?
Berechnen Sie die Inputspulenbreite entsprechend der Endproduktgröße: Taille height*2 + untere Breite + kleiner Rand - Materialstärke * 6 zum Beispiel wenn fertige c-Profilgröße wie folgt
Taillenhöhe: 50mm, untere Breite: 100mm, kleiner Rand: 15mm, materielle Stärke: 2mm
Dann ist Inputspulenbreite 50*2+100+15*2-2*6=218mm
6. Wie man die Verdrahtung tut?
Das hydraulische uncoiler muss nur das Netzanschlusskabel an die vier Anschlüsse anschließen markierte A, B, C und N.
Die Hauptrolle, die Maschine bildet, muss mit dem Netzanschlusskabel, dem Hauptmotor, dem Ölpumpenmotor und dem Größenanpassungsmotor angeschlossen werden.
Netzanschlusskabel: schließen Sie an die Anschlüsse an, die mit L1, L2, L3 markiert werden
Hauptmotor: schließen Sie an die Anschlüsse an, die mit U2, V2, W2 markiert werden
Ölpumpenmotor: schließen Sie an die Anschlüsse an, die mit U1, V1, W1 markiert werden
Größenanpassungsmotor: die drei Größenanpassungsmotoren werden an den Anschluss angeschlossen, der mit U3 V3 W3, U4 V4 W4 und U5V5W5 beziehungsweise markiert wird.
Der Zähler, der Endschalter von Stanzeinheiten und die Schneidvorrichtungen werden an den PLC-Schaltschrank mit Luftfahrtsteckern angeschlossen, die einzigartig sind, einfach, von den Fehlern anzuschließen und freizugeben.
7. Wie man die Wartungstageszeitung tut?
Überprüfen Sie die Kette und das Getriebe, und addieren Sie Schmieröl regelmäßig
Staub und Rostschutzverhinderungsmaßnahmen werden genommen, wenn er nicht für eine lange Zeit benutzt wird.
- Wie man den Längenfehler in der Länge löst?
Wenn die tatsächliche Länge des Endprodukts mit der gesetzten Länge inkonsequent sind und die tatsächliche Länge länger oder kürzer als ist, justieren ein bestimmter fester Wert der gesetzten Länge, die Parameter entsprechend der folgenden Methode.
Tragen Sie den Längenwert, den Sie auf die Auftragsseite im Kasten „der gesetzten Länge“ einstellen ein, tragen Sie die tatsächliche Länge des Produktes in den Kasten „der tatsächlichen Länge“, ein und klicken Sie dann den Knopf „berechnen der neuen Koeffizienten“ (Anmerkung, die Sie nur einmal klicken können)
Wie man die Qualität des c- und z-Purline beurteilt?
Das Endprodukt ist gerade, ohne zu verbiegen, und die Maße aller Teile sind konsequent und erfüllen die Bedingungen der Zeichnung. Die Länge des geschorenen Produktes ist konsequent, und der Schnittabschnitt ist ohne Grate glatt.
Wie man das Profil von c- und z-Purline prüft?
Benutzen Sie Tasterzirkel, um die Größe jedes Teils entsprechend der zeichnenden Größe zu messen, um zu sehen, wenn sie den Anforderungen der Zeichnung genügt
Setzen Sie den CZ-Purlin aus den flachen Grund und beobachten Sie, ob die Kontaktfläche völlig mit dem Boden ohne Abstände gepasst wird.
Was ist die Geschwindigkeit der maximalen Funktion, und wieviele Wahlen, die wir besonders anfertigen können?
Die Höchstgeschwindigkeit ist 15m/min. Wir können entsprechend Ihren Anforderungen, wie mittleres Platten- besonders anfertigen oder Torbogenstruktur-, -ketten- oder -getriebegetriebe, Notenändern PLC einer oder manuelle Justagedistanzscheibenmethode, ob man vorderes scherendes Gerät, manuelles uncoiler oder hydraulisches uncoiler, einfachgegliederte Durchbruchtabelle oder automatischer Stapler, usw. addiert
Was ist der automatische Grad an C und Z, das wir besonders anfertigen könnten?
Hydraulische uncoiler automatisch Pupin-Spulen und wickelt sich ab
Notensteuergrößenanpassung PLC einer und CZ-Art Änderung
Der automatische Stapler automatisch stapelt und verpackt den gebildeten CZ-Purlin im Auftrag.
Wie der total Stromverbrauch der CZ-Purlinemaschine. ist,
Normalerweise ist die Gesamtleistung der Fertigungsstraße über 37KW, entsprechend der Arbeitszeit von acht Stunden pro Tag, die Leistungsaufnahme der Maschine ist über 296KW.
Was ist der Plan und total muss Längenkunde sich vorbereiten?
Vor Lieferung stellen wir die Maschinenplanzeichnung zur Verfügung. Der Käufer muss einen Standort vorbereiten 25 Meter lang und 3 Meter breit, um die Maschine für Produktion zu setzen
Wievieles muss Arbeitskraftkunde sich vorbereiten?
Arbeitskraft 2-3 erfordert, die Maschine zu betreiben.
Was ein bisschen Behälter Laden?
Die CZ-Maschine einschließlich hydraulisches decoiler, die Rolle, die Maschine bilden, die hydraulische Station und die Durchbruchtabelle erfordern ein 40GP und one20GP.
Wenn laufend, muss Maschine, was ist, die Aufmerksamkeit für die Maschine zahlen.
A. Vor Arbeit überprüfen Sie, ob alle Teile der Ausrüstung und der elektrischen Schalter in gutem Zustand sind und ob die Schutzhaube komplett ist. Führen Sie Nullasttest, der Wok kann begonnen werden durch, erst nachdem die Operation normal ist.
B. Die Ausrüstung muss von besonders zugewiesenem Personal betrieben werden. Während der Operation beachten Sie, ob der Ton der Ausrüstung normal ist. Im Notfall stellen Sie die Maschine ab und schneiden Sie die Stromversorgung ab. Wenn mehr als eine Person gleichzeitig funktioniert, ist eine spezielle Person verantwortlich, damit vereinheitlichter Befehl die Unfälle wegen der Koordinationsfehler verhindert.
C. Wenn das aufgerollte Material die Rolle kommt, wird Aufmerksamkeit gezahlt, um Zerquetschung und Schnitt zu verhindern von Unfällen. Verhindern Sie ausschließlich, dass Hände oder Kleidung in die Rolle verdreht. Wenn die Spule gezogen wird, indem man schweißt, wird sie fest geschweißt, um plötzlichen Bruch zu verhindern.
D. Vor normaler Produktion ist es notwendig, zu überprüfen, ob die Breite und die Stärke des Spulenmaterials für den Materialbedarf passend sind. Produktion kann erst nach Bestätigung durchgeführt werden.
E. Die Rollen müssen mit der Maschine justiert werden stoppten.
F. Nach der Fertigung der Arbeit, wischen Sie die Ausrüstung, den Arbeitsstandort zu säubern und den Strom abzustellen ab, bevor Sie gehen.
Ist dieses Material SG550 für Ihre Maschinen okay?
Ja ist SG550 okay. Für spezielles Material müssen Sie im Voraus besonders angefertigt werden.

 Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!
Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten! German
German